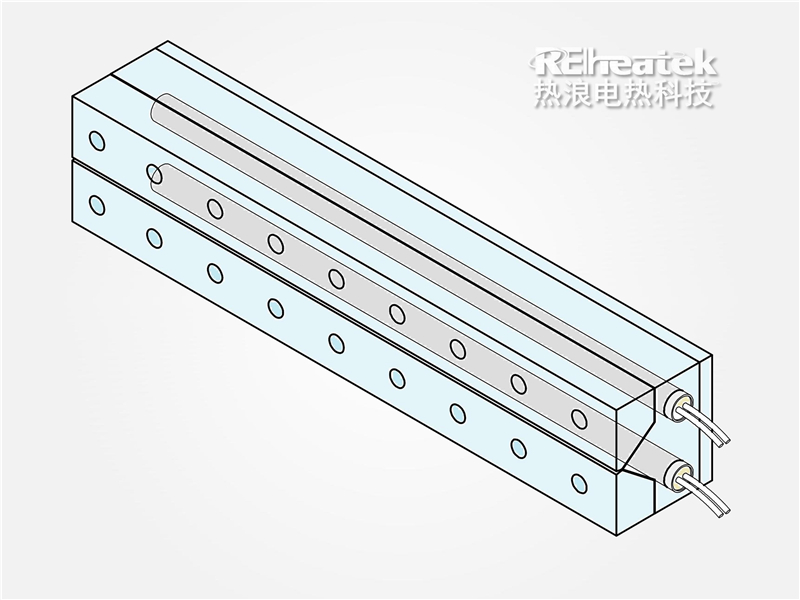




Metal Molds
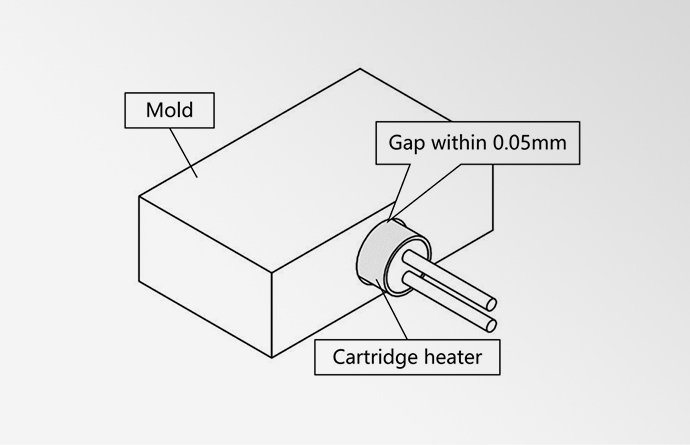
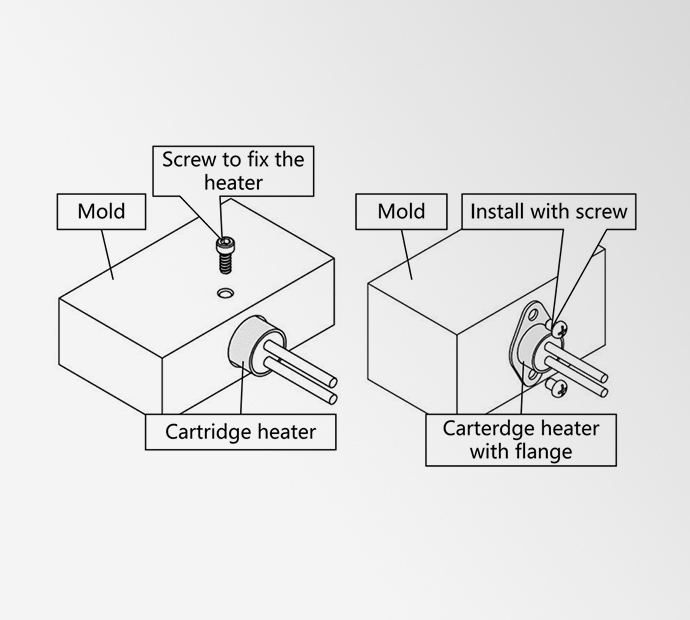
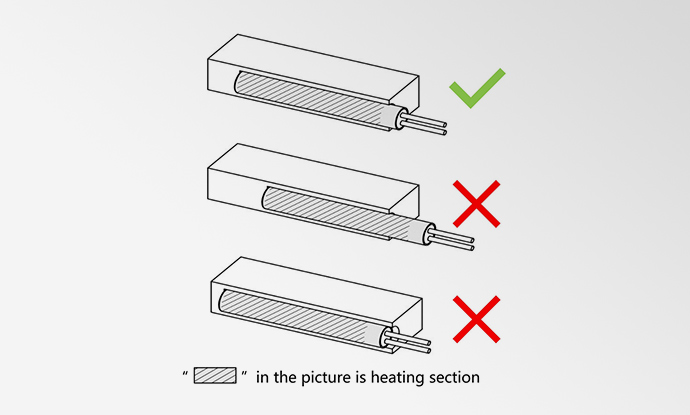
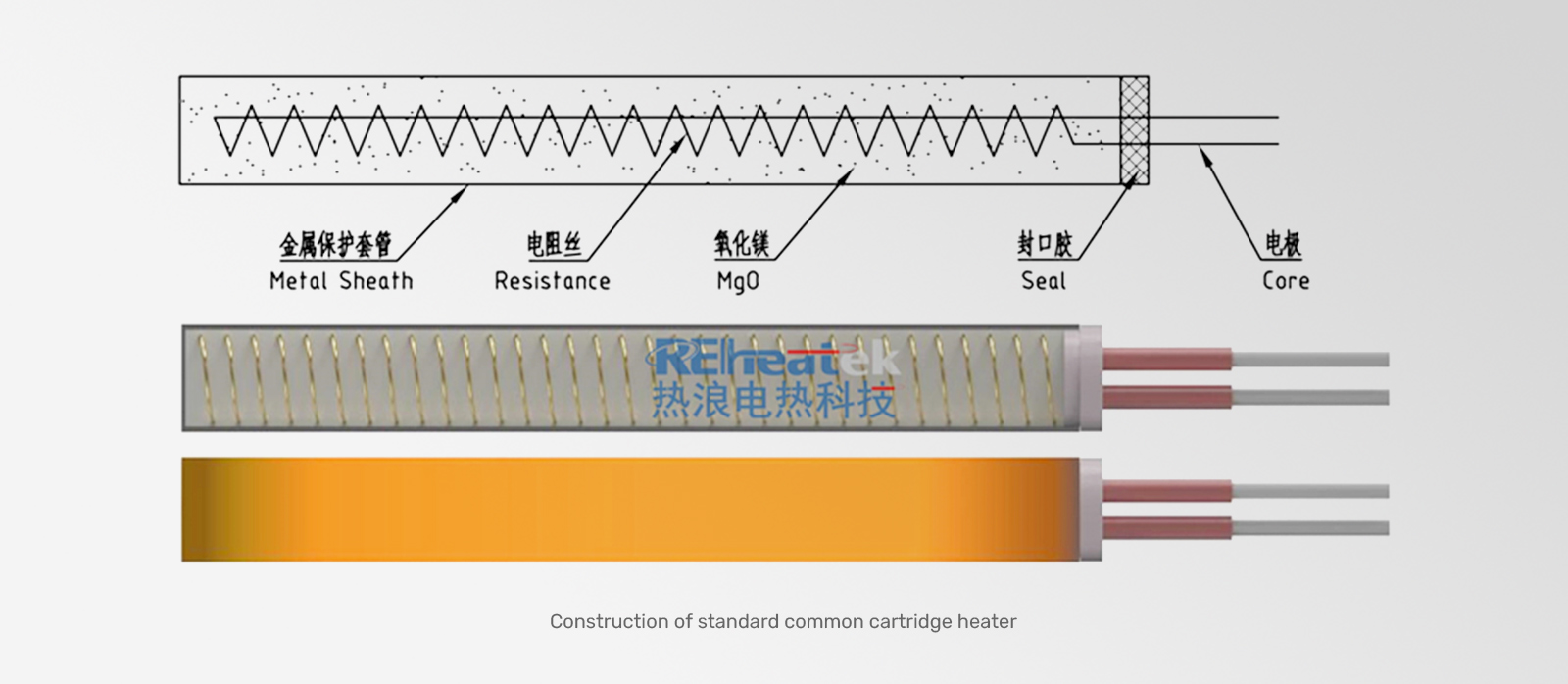
Cartridge heaters provide precise and efficient heating for die casting, injection molding and other metal forming tooling applications. The tube design allows it for quick and easy installation.

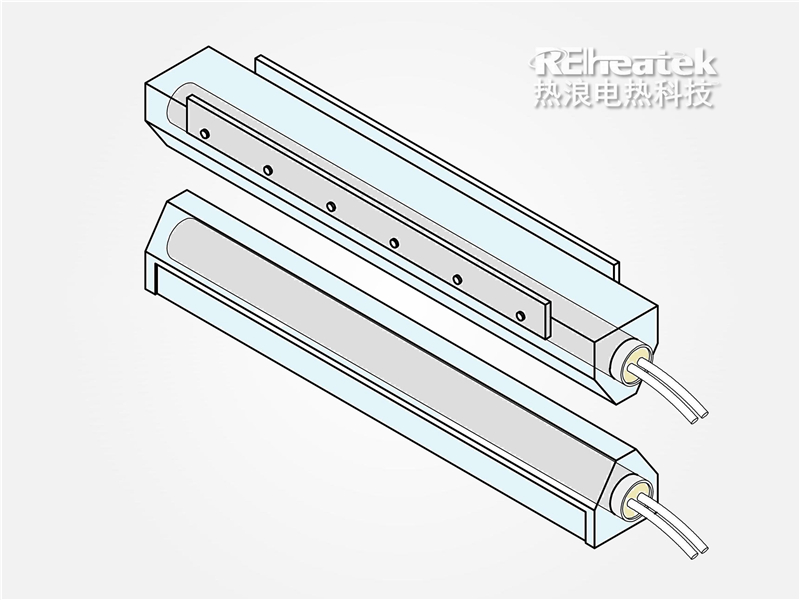
Aluminum Heating Platform
Cartridge heaters and thermouples are integrated to the platform to deliver precise temperature control for optimal heat management.

Uniform Heater
The uniform heater is expertly designed to evenly distribute heat across metal plates, ensuring effective and consistent curvature of glass screens.